Sudarea şi debitarea oxi-gaz
1. Scurtă descriere
La sudarea oxi-gaz este folosită o lance de sudare pentru realizarea îmbinării. Cusătura metalică rezultă când cele două materiale de sudat sunt încălzite până la o temperatură ce implică topirea marginilor acestora pentru a forma baia de metal topit; adesea în baia de metal formată se mai aduce şi un material de adaos, necesitatea acestuia depinzând de metalele care se sudează.
La debitarea oxi-gaz este folosită o lance de debitare pentru a încălzi metalul până la o temperatură dorită; o emisie de oxigen este antrenată în zona de debitat ajutând şi la îndepărtarea metalului topit din zona debitată.
Lăncile folosite care nu amestecă oxigenul cu gazul combustibil şi pot fi identificate prin faptul ca utilizează o singură butelie; însă majoritatea metalelor nu pot fi topite utilizând o torţă care foloseşte o singură butelie de gaz. Acestea sunt folosite în special pentru lipire şi brazare, nu pentru sudare.
2. Echipamentul utilizat
Echipamentul este compus din: o sursă de oxigen, o sursă de gaz combustibil, două reductoare de presiune, două cabluri flexibile şi o lance. Acest tip de lance poate fi folosita pentru lipire şi brazare.
Reductor de presiune
Reductorul este folosit pentru a controla presiunea din interiorul buteliei, reducând presiunea şi asigurând un debit de curgere stabil al gazului. Reductoarele oxi-gaz au o reglare în două trepte, în prima parte eliberează gazul din butelie la o presiune constantă chiar daca gazul din butelie este din ce în ce mai puţin datorită utilizării lui iar la pasul doi reductorul controlează presiunea intermediară reducând-o la o presiune mai mică de lucru. Reductorul este echipat cu două manometre, unul indicând presiunea din butelie, celălalt presiune din furtun.
Furtunuri pentru gaz
Furtunurile sunt special destinate pentru sudare sau debitare; în general sunt duble. Acelea pentru oxigen sunt de culoare verde sau albastră iar cele pentru gaz-combustibil sunt roşii. Tipul de gaz care va curge prin furtun este important pentru ca să se cunoască tipul de filet, acesta diferind în funcţie de gazul utilizat; la gazul combustibil filetul este spre stânga, la oxigen este spre dreapta. Această măsura de siguranţă este luată pentru a preveni conectarea greşită a furtunurilor. În general există două tipuri de conexiuni utilizate; prima utilizează un colier, în timp ce a doua utilizează un conector.
Opritorul de flacără
Opritorul de flacără se montează între reductorul de presiune şi furtun şi este ideal sa fie montat şi intre lance şi furtun, şi important este sa fie montate pe ambele linii de curgere a oxigenului şi a gazului combustibil. Opritoarele se folosesc pentru a preveni întoarcerea flăcării pe furtun putând ajunge la butelie cauzând explozia acesteia. Opritoarele mai previn şi amestecarea oxigenului şi a gazului combustibil care pot de asemenea cauza explozia şi pentru prevenirea, în cazul ruperii membranei reductorului, a curgerii unui debit foarte mare de gaz.
Lancea pentru sudare
Lancea este partea echipamentului utilizată de sudor pentru a realiza îmbinarea sudată, utilizată pentru sudarea metalelor. Poate fi identificată având doar două ţevi de aducere a gazelor în duză şi nici o altă cale de aducere suplimentară de oxigen.
Lancea pentru debitare
Lancea este utilizată pentru debitarea metalelor, este asemănătoare cu lancea pentru sudare. Oxigenul combinat cu acetilenă în lance produce o temperatură mare a flăcării. Lancea poate fi identificată ca având trei conducte care au un unghi de 90° înaintea duzei de gaz.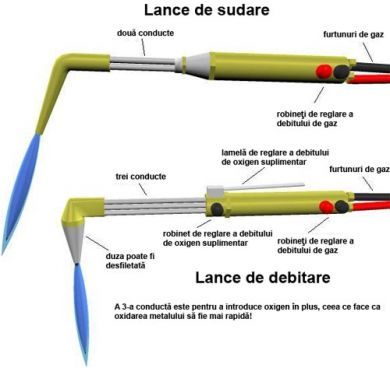
3. Gaze utilizate
Procedeul oxi-gaz utilizează mai multe tipuri de gaze, cel mai utilizat fiind acetilena. Alte gaze care pot fi folosite sunt: propanul, gazul natural, hidrogenul, gazul petrolier lichefiat(GPL).
Acetilena este cel mai utilizat gaz folosit la sudarea oxi-gaz şi este gazul care se alege pentru lucrări de reparaţie şi în general şi pentru debitare. Acetilena se transporta în butelii special proiectate pentru acest tip de gaz. Buteliile sunt placate cu un material poros (fibra de carbon, azbest,…) apoi umplute 50% cu acetonă, acetilena fiind acetonă solubilă. Această metoda este necesară deoarece peste o presiune mai mare de 207kPa acetilena devine instabilă şi poate exploda. Într-o butelie plină presiunea este de peste 1700kPa. Acetilena când este combinată cu oxigenul arde la o temperatură în jur de 3200°C, temperatura mult mai mare decât cea de ardere a celorlalte gaze combustibile. Ca şi dezavantaj, acetilena este mult mai scumpă în comparaţie cu celelalte gaze.
Propanul
Hidrogenul
Prin folosirea hidrogenului, flacăra arde „curat” şi este preponderent folosit când se lucrează cu aluminiu. Poate fi folosit la presiuni de lucru mult mai mari ca acetilena, de aceea este foarte folosit la sudarea/debitarea subacvatică. Temperatură flăcării ajunge la 2000°C, iar când este amestecat în proporţie de 2:1 cu oxigen, temperatura flăcării ajunge până la 2800°C.
4. Rolul oxigenului
Oxigenul nu este combustibil: este chimic combinat cu gaze combustibile pentru a realiza temperatura necesară pentru sudare. Acest lucru se cheamă „oxidare” deşi mult mai uzual şi comun se foloseşte termenul de „combustie”. La debitarea oxi-gaz, oxidarea metalului de debitat produce aproape temperatura necesară „arderii” prin metal. Cuvântul oxigen este uzual scurtat „oxi” spre exemplu: lancea oxi-acetilenică.
Oxigenul este uzual produs prin distilarea aerului lichefiat şi transportat la locul unde este necesar în recipiente de înaltă presiune, uzual în butelii, la presiuni de 21MPa.
5. Tipuri de flăcări
Sudorul poate regla flacăra oxi-acetilenică pentru a fi carbonizantă, neutră sau oxidantă; ajustarea flăcării se face prin adăugare de oxigen. Tipul de flacără neutră este adesea utilizată pentru sudare şi debitare. Sudorul foloseşte flacăra neutra ca şi punct de start pentru a uşura obţinerea celorlalte tipuri de flăcări. Această flacără este obţinută când, prin deschiderea uşoară a valvei pentru oxigen, sunt vizibile doar două zone ale flăcării; în acest punct acetilena este complet arsă în oxigenul pentru sudare şi în aerul înconjurător. Flacăra este neutra din punct de vedere chimic. Cele două părţi ale flăcării sunt: miezul flăcării de culoare albastru deschis şi exteriorul flăcării de culoare albastru închis. Miezul flăcării este locul unde oxigenul şi acetilena se combină; acest loc fiind cel mai fierbinte al flăcării având în jur de 3300°C.
Excesul de acetilenă cauzează carbonizarea flăcării. Acest tip de flacără este caracterizată de trei zone: miezul flăcării, o zonă fierbinte de culoare albă „pana acetilenică” şi partea exterioară. Acest tip de flacără se observă când oxigenul este pentru prima oara introdus în acetilena care arde. „Pana” la sudare are mărimea de 2X sau 3X, prin X înţelegându-se lungimea miezului flăcării. Carbonul nears izolează flacăra şi-i scade temperatura de ardere până la 2760ºC.
Flacăra oxidantă este al treilea tip de flacără care se poate obţine. Acest tip de flacără se obţine atunci când sudorul adaugă o cantitate mai mare de oxigen în flacăra neutra. Acest tip de flacără dezvoltă o temperatură de ardere mai mare decât celelalte două tipuri de flăcări. Poartă denumirea de flacără oxidantă datorită efectului care îl are asupra materialului. Flacăra oxidantă creează oxizi nedoriţi pe majoritatea metalelor.
Sudarea
Flacăra este aplicată la baza materialului de sudat până când se formează o baie mică de metal topit; aceasta este apoi direcţionată de-a lungul rostului unde este dorită formarea cordonului de sudură. Baia de metal topit se va îndrepta spre zona unde metalul are o temperatură înaltă.
Cantitatea de căldură introdusă în metal este în funcţie de tipul materialului de sudat, viteza de sudare şi poziţia de sudare. Dimensiunea flăcării depinde direct de dimensiunea rostului şi a cordonului care se doreşte a fi realizat, adică mai direct de grosimea materialului şi geometria rostului.
Presiunea gazului oxi-acetilenic se alege în concordanţă cu specificaţiile producătorului. Sudorul va modifica viteza de avans pentru a menţine o uniformitate a lăţimii cordonului de sudură. Sudorii experimentaţi menţin constantă dimensiunea cordonului de la începutul sudării până la final. Daca cordonul devine prea lat, sudorul măreşte viteza de avans. Sudarea în poziţie verticală sau peste cap, se efectuează mult mai încet decât sudarea în poziţie orizontală.
Adesea sudorul adaugă material de adaos în baia de metal topit, materialul de adaos trebuie poziţionat în zona cea mai fierbinte a flăcării când nu este introdus în baia de metal topit, pentru a preveni oxidarea acestuia; sudorul trebuie însă sa fie atent pentru a nu arde materialul de adaos. Când materialul de adaos este adus corespunzător în baia de metal topit, îmbinarea rezultată este mai rezistentă decât materialul de bază.
Debitarea
Pentru debitare lancea folosită este diferită de cea folosită la sudare, având capul lăncii înclinat la un unghi de 60° sau 90º cu orificii plasate în jurul orificiului central. Orificiul exterior este folosit pentru preîncălzirea flăcării de oxigen şi acetilenă. Orificiul central eliberează doar oxigen pentru debitare. Folosirea mai multor flăcări preîncălzitoare, în locul folosirii unei singure flăcări, face posibilă schimbarea direcţiei de debitare, fără a schimba poziţia duzei sau a unghiului direcţiei de debitare. Mărirea presiunii oxigenului suplimentar cauzează buna ardere a metalului şi îndepărtează de la locul de debitat oxidul topit rezultat. O tăietură ideală este aceea îngustă şi cu margini ascuţite pe partea opusă a metalului, supraîncălzirea metalului debitat cauzează rotunjirea marginilor.
Câteva lucruri importante la debitarea oxi-gaz:
-debitul de oxigen este critic – un debit mic cauzează o debitare lentă şi îngustă, un debit prea mare provoacă o tăietură lată şi concavă, irosindu-se şi o cantitate mare de oxigen.
-oxidarea fierului la această metodă conduce la o reacţie exotermică puternică.
-din moment ce metalul topit curge pe partea opusă a piesei, trebuie sa existe un loc special pentru a permite acest lucru.
Avantajele debitării oxi-gaz sunt evidente: lancea oxi-gaz este uşoară, mică şi silenţioasă necesitând un efort mic pentru manevrarea ei; putând debita materiale feroase până la 50mm grosime, însă lăncile mai mari pot debita grosimi de până la 300mm grosime.

Măsuri optime de siguranţă trebuie luate pe tot timpul procesului de debitare/sudare, incluzând protecţia ochilor de intensitatea de lumină şi de scânteile rezultate.
Debitarea/sudarea oxi-gaz nu este dificilă însă trebuie cunoscuşi anumiţi factori pentru a efectua acest procedeu, cum ar fi: o cantitate mai mare de 1/7 din capacitatea buteliei nu trebuie utilizată timp de o ora; acetilena este instabilă şi poate exploda la presiuni mai mari de 207kPa; ventilaţia este importantă la sudare pentru a preveni sudorul de gazele chimice emise.
Scurgerile de gaze
Gazele combustibile mai dense ca aerul(propan, butan,…) se pot aduna în spaţii mici daca sunt lăsate să curgă; pentru a evita aprinderea acestora şi evitarea unui dezastru masuri speciale de siguranţă trebuie luate atunci când se lucrează în spaţii strâmte/închise. De asemenea locul pe unde se scurge cazul poate lua foc.
Siguranţa utilizării buteliilor
Când sunt folosite buteliile de oxigen sau combustibili acestea trebuie bine fixate lângă un perete sau pe un cărucior portabil. Butelia de oxigen este foarte periculoasă, deoarece oxigenul din interior are o presiune de cca. 21MPa, când este plină.
Sistemul lăncii oxi-acetilenică trebuie sa conţină trei tipuri de opritoare, al buteliei, al reductorului şi al lăncii. Pentru fiecare tip de gaz existând câte un tip de opritor. Gazul din butelie este la o presiune înaltă; reductorul convertind gazul de presiune înaltă în gaz de joasă presiune, optim pentru sudare; niciodată nu se va utiliza gazul la presiune înaltă.
Contaminarea chimică
Un pericol mai puţin evident este expunerea la gaze chimice dăunătoare. Expunerea la anumite metale, oxizi sau monoxid de carbon poate dăuna grav sănătăţii. Pentru a preveni expunerea la aceste gaze este necesară o bună ventilaţie în zona de lucru.
Cel mai utilizat gaz, acetilena, are două faze de reacţie: în primă fază acetilena disociază în o parte hidrogen pentru producerea căldurii, monoxid de carbon şi hidrogen: C2H2 + O2 --> 2CO + H2; iar în faza următoare monoxidul de carbon şi hidrogenul se combină dând naştere la vapori de apă şi dioxid de carbon. Când în reacţia secundară reactanţii din prima reacţie nu sunt arşi complet, procesul de sudare va degaja o cantitate mai mare de monoxid de carbon, acesta putând lua naştere şi din alte reacţii incomplete.
Aproape fiecare metal este un aliaj; cuprul, aluminiul şi alte materiale de bază sunt adesea aliate cu beriliu, care este un metal foarte toxic. Când un asemenea metal este sudat, o concentraţie mare de gaze toxice bogate în beriliu sunt eliberate. Expunerea îndelungată la aceste emisii de gaze agravează foarte mult sistemul respirator şi cauzează slăbirea organismului.